





طراحی و ساخت قالب اکستروژن
طراحی و ساخت قالب اکستروژن:
مهم ترین بخش در قابسازی طراحی قالب می باشد که با کمک نرمافزارهای نقشه کشی مانند: AUTO CAD, SOLID,INVENTOR,CATIA و دیگر نرم افزارها طراحی می گردد.و در مرحله بعد طبق ابعاد نقشه فولاد آن تهیه می شود ، فولاد برش داده می شود و بر روی آن تراشکاری ،ماشین کاری ،سخت کاری ،وایر کات مقطع و سنگ کاری انجام می شود و نهایتا قالب اماده می گردد.پس از این مرحله عملیات حرارتی آبکاری بر روی قالب انجام می شود و سختی متوسط قالب به 4AHRC می رسد.مرحله آخر تست قالب و گرفتن نمونه از ان است .
عمر هر قالب بستگی به موراد ذیل دارد:
1 – نحوه آبکاری قالب که به نوع نمک استفاده شده در حمام نمک بستگی دارد.
2- نوع فولاد استفاده شده در ساخت قالب است که فولاد بهلر آلمان در درجه اول و سپس فولاد آساب و فولاد های اصفهان ،اسفراین در درجات بعدی قرار می گیرند.
3- سود کاری قالب پس از هر بار تولید.
4- نیتراسیون قالب
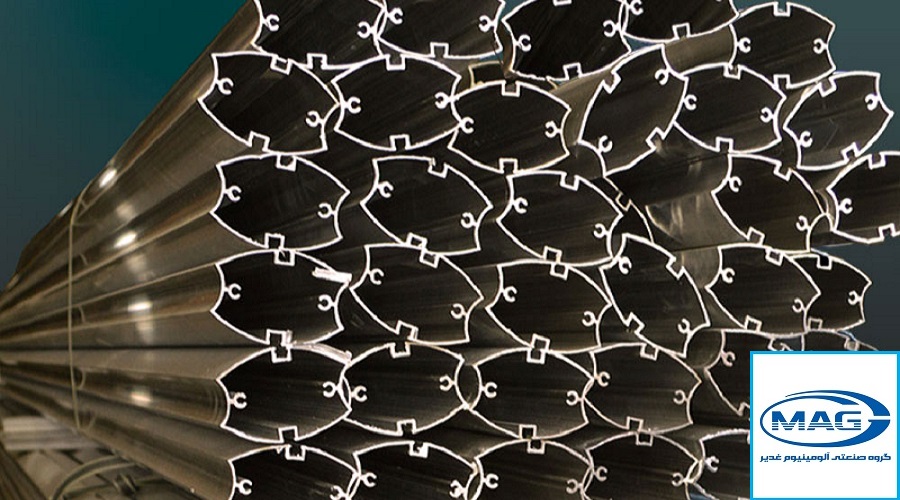
5- مقدار پروفیل تولید شده از هر قالب که به صورت متوسط 15 تن می باشد.
6- مقدار فشار پرس
طراحی و ساخت قالب اکستروژن
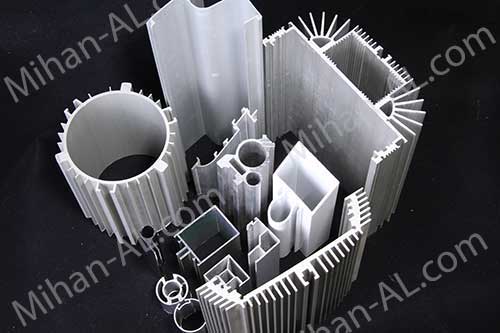
چنانچه فرایند تولید پروفیل آلومینیومی را به ۴ بخش عمده : ۱- قالب اکستروژن ؛ ۲- بیلت ؛ ۳- پرس و ۴- عملیات تکمیلی تقسیم کنیم ، همه این بخشها از درجه اهمیت یکسان برخوردار می باشند . ساخت قالب به لحاظ دقت در ابعاد و طراحی مناسب ، همچنین به لحاظ استحکام و طول عمر، نقش تعیین کننده ای در کیفیت پروفیل آلومینیوم و همچنین کاهش قیمت تمام شده پروفیل خواهد داشت.به منظور نیل به این ۲ هدف مهم این شرکت سازنده قالب به روش CAD/CAM اقدام به طراحی و ساخت قالب های اکستروژن پروفیل آلومینیوم نموده است.
روش ساخت قالب
۱– روش سنتی
۲– روش
CAD/CAM ( COMPUTER AUTOMATIC DESIGN / COMPUTER AUTOMATIC MACHINERY )
در روش CAD/ CAM عملیات ساخت قالب اکستروژن به ترتیب فرایند به سه بخش تقسیم می شود:
۱) طراحی پروفیل با استفاده از نرم افزار های طراحی و نقشه کشی
۲)طراحی قالب اکستروژن و شبیه سازی خروجی پروفیل با استفاده از نرم افزارهای شبیه سازی
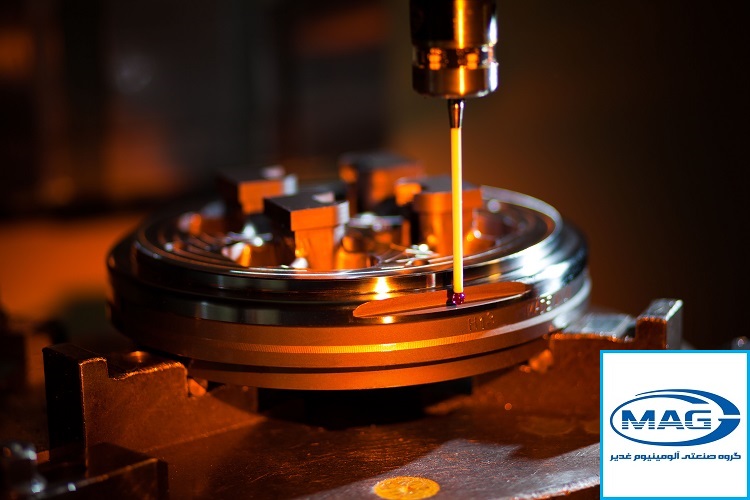
۳) ساخت سخت افزاری قالب اکستروژن با استفاده از از ماشین آلات CNC
مزایا و معایب روش CAD/ CAM
*** مزایا:
دقت با تلرانس برابر تلرانس ماشین آلات CNC می باشد.
در صورت تکرارپذیری امکان کپی مجدد بدون خطای انسانی مقدور می باشد.
در صورت تکرار پذیری زمان طراحی در پروسه ساخت قالب حذف می شود.
به دلیل شبیه سازی در نرم افزار و تست خروجی پروفیل قبل از ساخت ، امکان اصلاح بسیار پایین است.
به دلیل استفاده از CNC کیفیت پروفیل آلومینیوم و قالب اکستروژن به مراتب بالاتر می رود.
در صورت نیاز به اصلاح ، قالب آسیب کمتری می بیند و راحت تر می توان آن را اصلاح نمود.
عمر قالب بالاتر است.
*** معایب
قیمت بالاتر در تعداد کم
زمان ساخت بیشتر
امروزه با توجه به پیشرفت تکنولوژی هم در بخش ماشین افرازبه ویژه ورود ماشینهای CNC) و هم در بخش نرمافزار صنعت قالب سازی نیز هم از حیث کاهش زمان ساخت و هم از نظر قابلیت ساخت قالبهایی با فرمهای پیچیده پیشرفت قابل توجهی را به خود دیده است. پروسه تولید قالب به دو بخش طراحی و ساخت تقسیم میشود. در بخش طراحی، مهندس طراح (قالب سازبا توجه به دانش و تجربه خود، اجراء، شکل و همچنین سیستم راهگاهی قالب را با استفاده از نرمافزارهایی مانند SOLIDWORKS، MECHANICAL DESKTOP، CATIA طراحی کرده و مدل سه بعدی قالب را میسازد که این مدل سه بعدی مبنای ماشینکاری قالب به وسیله ماشین CNC قرار میگیرد، سپس بعد از اتمام عملیات ماشینکاری فرایند مونتاژ قالب انجام میشود.
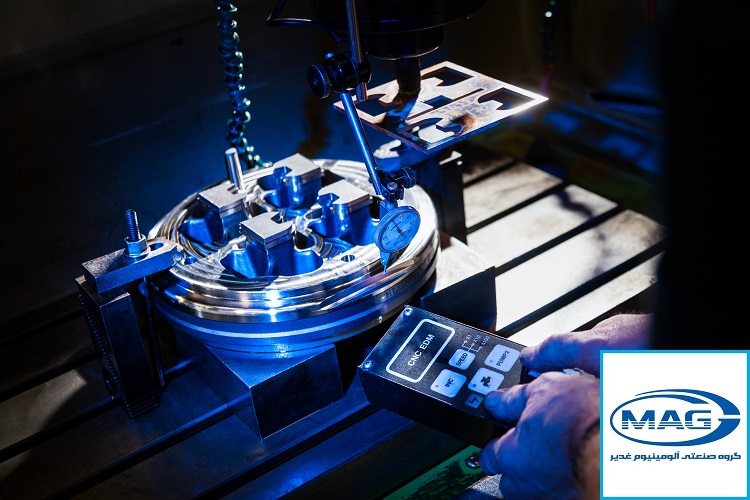
پروسه ساخت قالب به دو بخش تقسیم میشود: بخش اول مرحله طراحی قالب و بخش دوم شامل عملیات ماشینکاری و مونتاژ اجزای قالب است، برای طراحی قالب نیاز به نقشه فنی قطعه است که این نقشه از سفارش دهنده قالب دریافت میشود، سپس از روی این نقشه مدل سه بعدی قطعه با استفاده از یکی از نرمافزارهای CATIA، MECHANICAL DESKTOP و یا SOLIDWORKS در کامپیوتر ساخته میشود، پس از آن اجزای قالب که از روی آن قطعه تفکیک و طراحی میشود. بعد از مرحله طراحی نوبت به مرحله تولید میرسد، در اینجا ماشینکاری اجزای قالب روی چوب به وسیله ماشین فرز CNC صورت میگیرد. باری ماشینکاری اپراتور با نرمافزار POWERMILLL برنامه ماشینکاری را روی مدل سه بعدی که طراح به او داده است در کامپیوتر اجرا میکند، سپس این برنامه به ماشین CNC داده میشود و به صورت اتوماتیک روی چوب اجرا میشود، سپس این اجزا به ریخته گری فرستاده میشوند تا از روی آن قطعه فلزی ساخته میشود سپس این اجزا تنش گیری میشوند تا از دفرم شدن و تاب برداشتن آنها پس از عملیات ماشینکاری جلوگیری شود. پس از ماشینکاری روی اجزای فلزی قالب این اجزا توسط مونتاژکار قالب، مونتاژ میشوند.
aph#r3